
三螺杆挤出机的细节图展示:

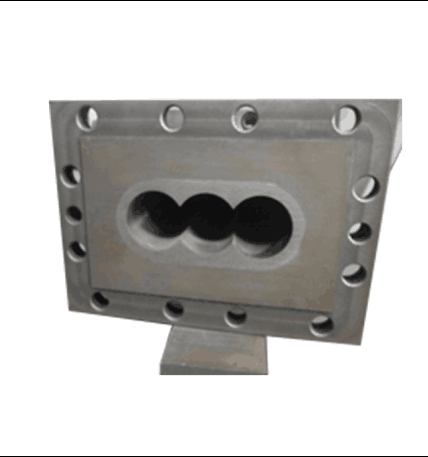
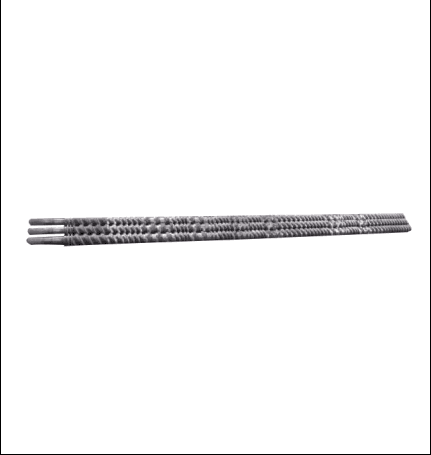
相较于单螺杆挤出机和双螺杆挤出机, 三螺杆造粒机具有更好分流效果和更多次的剪切,所以具有更好的分布混合和分散混合。生产高浓度PE炭黑色母粒时,因炭黑颗粒细度高,且在混炼、造粒过程中,与载体树脂的相容性差,会因粒径小而产生团聚作用,使炭黑颗粒在树脂中分散不均匀,影响质量。三角形三螺杆具有三个啮合区,运转起来相当于三对双螺杆同时作用,物料在其中经受的剪切次数要成倍高于双螺杆,相同螺杆长径比下,其混合效果是双螺杆的3倍,各组分很容易得到均匀化和微粒化,物料在空间多个层面上充分交换流动,达到良好的塑化分散效果,且能够实现55%的高填充比例,加料和输送也非常稳定;另外,它的自洁性优良,避免出现物料死角,使生产出的产品性能均一。 三螺杆造粒机用较小的长径比,就能够实现与双螺杆等同甚至更优异的混合分散效果,既提高了物料质量,简化了生产工序,降低了成本,是母料生产商制造高性能、高品质产品的理想选择。
三螺杆造粒机具有更大的排气界面面积,更有利于排气操作,使排气对产量的影响降到最低。用一字型三螺杆生产这种母料,即使不用抽真空,挥发份也能顺利脱除,两个排气口都没有膨出现象,且颗粒颜色、粒形均一,证明挥发份脱除很充分。这是由于它的三根螺杆一字排列,两个啮合区相当于两个双螺杆同时作用,物料被细致地分流,在三根螺杆表面的暴露面积加大,即表面更新作用加大,几乎是双螺杆的2倍,所以物料内部的小分子更易于脱除干净,达到良好的排气效果,使生产出的料粒具有更高的外观质量和物理机械性能,也使排气对产量的影响降到最低。
三螺杆造粒机具有更宽的滞留时间范围,更有利于滞留时间短和滞留时间长的加工工艺。 降低交联PE料分子量的工艺,是要求交联PE的长碳链尽可能完全地降解成分子量分布窄的小分子物质,一字型三螺杆只要36:1左右的长径比,就可以实现更好的塑化混合效果,三螺杆强烈的剪切作用,优良的自洁性能,使物料在螺杆之间反复交换流动,在料筒中受热均匀,不会出现在双螺杆中,因主机转速过快而造成在机筒内滞留时间短,没能充分均匀塑化的现象,相对延长了滞留时间,保证了交联PE分子链降低的程度,而且三螺杆对反应温度和螺杆转速的控制较双螺杆要精确,这些对挤出都非常有利。 在进行PE的接枝反应挤出时,要求物料尽可能久的停留在机筒内,而引发剂添加量有限,这就要求引发剂在体系中的分散一定要均匀,使接枝物在引发剂的作用下,尽可能均匀完全地接枝到树脂上,使用双螺杆,往往是利用其高转速形成的高剪切,优势是明显的。 在制备PET、PBT等工程塑料和PC/PBT等合金料时,使用小长径比的一字型三螺杆,使物料滞留时间尽可能短,以避免其酯键受热分解,其均匀有效的剪切,同样能达到优良的塑化效果。而三角形的三螺杆在这方面更具突出优势,所需长径比更小,剪切分散效果更好。
三螺杆造粒机具有更低的能耗。三螺杆的产量随螺杆转速提高的增长幅度比双螺杆大,正位移输送能力强,它的长径比短,螺杆长度仅有常规双螺杆的二分之一,降低能耗非常显著,物料在机筒内自由流动的空间增大,有利于降低螺杆扭矩,从而降低能耗,且三螺杆的长径比短,机型小,占用空间也小,对水、电等能源的损耗比一般双螺杆机都小很多。
以上是部分三螺杆造粒机的功能介绍,他在双螺杆造粒机的基础上更好的提升造粒机的性能。相信在不久之后,还会有更高性能的机器出现。
更多相关信息:
版权所有:石家庄熙荣机械有限公司 冀ICP备2021014357号